 咨询电话: 187-1797-6220
咨询电话: 187-1797-6220
咨询电话: 187-1797-6220
咨询电话: 187-1797-6220

— 行业资讯 —
大中电机欢迎您 全国免费客服电话 187-1797-6220
全国免费客服电话 187-1797-6220
地址:上海市松江区莘砖公路399弄
电话:021-6992-5088
手机:187-1797-6220 朱经理
邮箱:18717976220@163.com
发布时间:2021-07-07 08:09
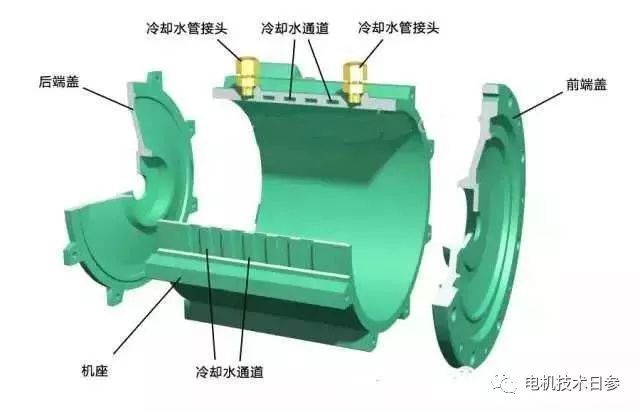
考虑到电机的主要结构部件,端盖的加工工艺似乎更简单,就是车削和钻孔。但是,其实远非如此。许多电机故障,如噪音、无效旋转和异常振动,往往与端盖加工精度直接相关。端盖加工过程中的不适当因素,如夹紧力或切削量过大,容易导致尺寸超差和盖变形,因此必须通过反复验证来确定正确的加工方案和方法。在本文中,女士参考实际生产中获得的经验,讨论了这个简单而敏感的话题,希望有助于方案的制定和消除工艺缺陷。

如何同步提高端盖的加工效率和质量
工艺方案
加工端盖时,夹紧力过大,容易导致盖体变形。减小夹紧力会导致切削量减少,从而降低生产率。因此,为了保证加工质量,提高生产率,车削分为粗车和精车两个过程。
选用合适的设备
小端盖一般用多轴半自动车床、自动六角车床或普通卧式车床加工,较大端盖用组合机床或专用机床加工;较大的端盖用普通立式车床加工,较好的电机厂用数控机床加工。

端盖加工方案。
端盖的加工方法有很多。根据轴承室和管塞加工中夹紧次数的不同,可分为两种加工方案。
第一种加工方案
轴承室和挡块在一次夹紧中加工完成。基本步骤是:
(1)将端盖夹紧在机床的钳口上,并校准中心和端面。
(2)粗略转动轴承室、轴承室端面、导风板平面和接头。
(3)轻轻松开钳口,完成接头和端面的车削。
(4)完成轴承室的转动。
(5)钻孔和攻丝。

这种加工方案的优点:由于止挡和轴承室一次装夹完成,同轴度更高,辅助工时更少。其缺点是轴承室容易因夹紧应力过大而变形。因此,在粗车后,必须稍微松开爪子,以避免夹紧变形。钳口松开后,精车的转速必须相应降低。松动的程度不好把握。如果松动不够,还是会发生变形。如果松动太多,工件可能会在切割过程中移动甚至被抛出钳口,从而导致安全事故。

第二种加工方案
轴承室和止动块在两次夹紧中加工完成。基本步骤是:
(1)将端盖夹紧在机床的钳口上,并校准中心和端面。
(2)粗略转动轴承室、轴承室端面和导风板配合面。
(3)粗车和精车。
(4)将端盖槽口安装在槽口夹具上,并压紧。
(5)完成轴承室和轴承室外端面的车削。
(6)钻孔和攻丝。

与一次装夹方案相反,两次装夹方案的优点是装夹应力对精加工零件的变形影响小,装夹稳定可靠,切削速度可适当提高。其缺点是槽口和轴承室不是一次装夹完成的,容易因定位夹具质量差或装夹不当而产生不同的轴;同时,两次夹紧导致辅助工作时间增加。但对于切削量大的大型端盖,由于装夹稳定,切削量增加,工作面节省的预切削工时可以补偿两次装夹的辅助工时,有时总的生产效率要高于一次性装夹加工方案。

不同加工方案的应用范围
一次性装夹加工方案适用于刚性好的端盖和带通孔的轴承室。小端盖刚性好,所以经常用这种加工方法。
在大批生产中采用多刀切削,可以显著地提高加工效率。两次装夹加工方案适用于刚度较差的端盖和具有阶梯形轴承室的端盖。
端盖常用的具体加工方法
为了消除铸件的内应力,避免加工后的端盖发生变形,加工前,必须将端盖毛还进行时效处理。对于依靠工艺搭子外径装夹的端盖,当铸件精度较低时,在端盖粗车前应增加一道工序——以毛还止口外圆定位车搭子外径。往后用三爪卡盘夹住三个搭子进行粗车时,端盖的圆周壁便不会产生厚薄不匀的现象。

●端盖的车削
在一次装夹加工方案中,对于小型端盖通常采用多刀切削。多刀刀架可以纵横方向移动。通常,粗车轴承室、粗车和精车轴承室外端面用一把刀,精车轴承室和倒角用一把刀,车轴承室内端面一把刀,粗车与精车端面各一把刀,粗车与精车止口和止口端面一把刀。实际刀具的数目随端盖加工面的多少而定,不需要特殊的设备,只要在普通车床上改装一个刀架即可,在一般工厂中都可以推广。用多刀切削时必须确实保证各刀刃应有的相对位置。为了便于对刀,通常采用一个对刀样板。刀具磨损后会引起工件尺寸的变化,因此,必须时常检查,如有偏差,应及时调整刀刃的位置或更换新的刀刃。

直径大于500毫米的端盖是在立式车床上加工的。在立式车床上用一次装夹加工中型电机端盖的情形,首先,将端盖毛坯装在四爪卡盘上,以靠近轴承室的内端面边缘初步校准中心和端面,再以止口端面复校中心和端面,并将端盖夹紧。

在两次装夹加工方案中,第一次装夹时用卡爪胀紧轴承室。这时粗车和精车止口、端面与轴承室的内端面。当然,第一次也可用三爪卡盘夹紧工艺搭子的夹持方法。第二次装夹时,把加工好的止口靠牢在止口定位胎具上,并用压板和螺栓轴向压紧。然后,粗车和精车轴承室和外端面。加工轴承室时,采用轴向夹紧可以消除装夹变形,轴承室的圆柱度或圆度和平行度都较好。但由于两次装夹,容易使轴承室与止口的同轴度超差。
●端盖的钻孔与攻丝。小型端盖采用两次装夹加工端盖,用立式钻床或多头钻床进行钻孔和攻丝。中大型端盖则在摇臂钻床上钻孔和攻丝。为了提高生产效率和保证各孔的相对位置,在钻孔时为常都采用钻模。
以上非官方发布内容,仅代表个人观点。
相关推荐
在线留言




